一 、 開 機 。
1、 打 開 控 制 柜 上 的 電 源 開 關 在 “ON”狀 態 。
2、 將 運 作 模 式 調 到 “TEACH”→“ 示 教 模 式 下 ”
二 、 焊 接 程 序 編 輯 。
1. 進 入 程 序 編 輯 狀 態 :
· 先 在 主 菜 單 上 選 擇 [ 程 序 ] 一 覽 并 打 開
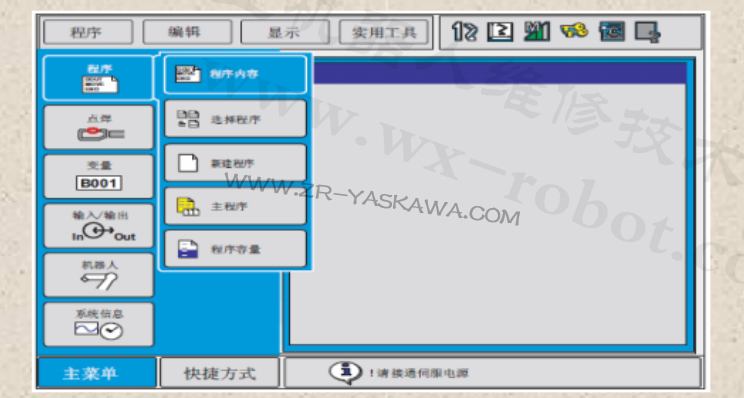
· 在 [程 序 ]的 主 菜 單 中 選 擇 [新 建 程 序 ]
· 顯 示 新 建 程 序 畫 面 后 按 [選 擇 ]鍵
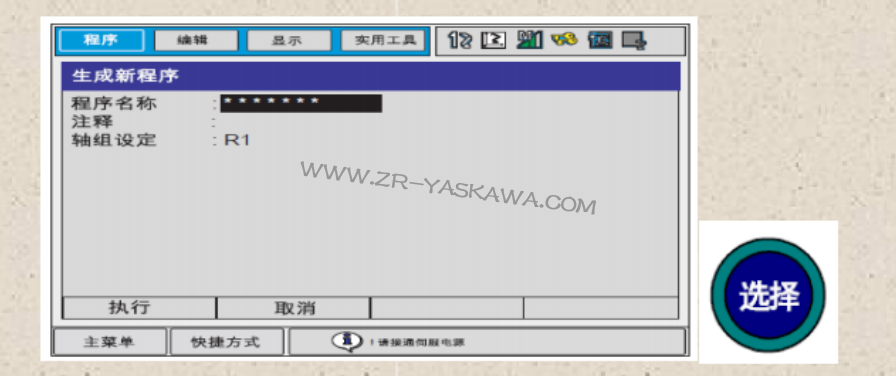
· 顯 示 字 符 畫 面 后 輸 入 程 序 名 現 以 “TEST”為 新 建程 序 名 舉 例 說
· 把 光 標 移 到 字 母 “T”、“E”“ S”、“T”上 按 [選 擇 ]鍵 選 中 各 個 字 母 ;
· 按 [ 回 車]鍵 進 行 登 錄
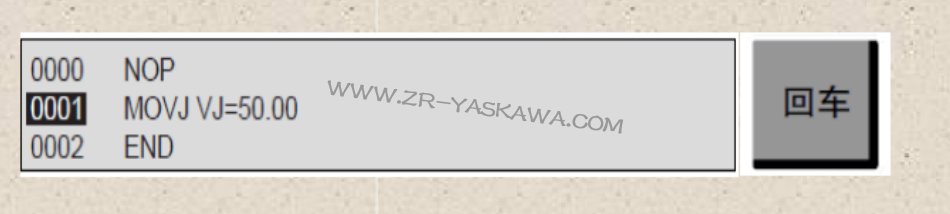
· 把 光 標 移 到 “執 行 ”上 并 確 認 后 , 程 序 “TEST”被登 錄 , 并 且 屏 幕 畫 面 上 顯 示該 程 序 的 初 始 狀 態“ NOP”、“ END”
子銳機器人常見YASKAWA機器人維修配件型號有:安川弧焊機器人L軸減速機 HW9381442-B維修,YASKAWA機械臂平衡缸 HW1382g67-A維修、安川機械手控制基板JANCD-YSF21-E維修等。
2. 編 輯 機 器 人 要 走 的 軌 跡( 以 機 器 人 焊 接 直 線 焊 縫 為例 );把 機 器 人 移 動到離 安 全 位 置 ,周 邊 環 境 便 于 作業 的 位 置 , 輸 入 程 序 ( 001 );
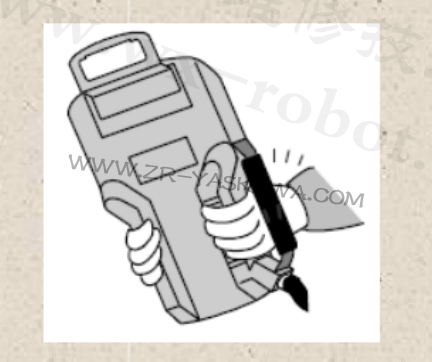
· 握 住 安 全 電 源 開 關 , 接 通 伺 服 電 源 機 器 人 進 入可 動 作 狀 態
· 用 軸 操 作 鍵 將 機 器 人 移 動 到 開 始 位 置( 開 始 位 置設 置 作 業 準 備 位 置 )
· 按 [插 補 方 式 ]鍵 , 把 插 補 方 式 定 為 關 節 插 補 , 輸入 緩 沖 顯 示 行 中 顯 示 關節 插 補 命 令 ,,MOVJ“→”“ MOVJ,,VJ=0.78 ”
· 光 標 放 在 “00000”處 , 按 [選 擇 ]鍵
· 把 光 標 移 動 到 右 邊 的 速 度 “VJ=** ”上 , 按 [轉 換 ]鍵 + 光 標 “上 下 ”鍵 , 設 定 再 現 速 度 , 若 設 定 速 度 為50% 時 , 則 畫 面 顯 示 “→ MOVJ VJ=50%”,也 可 以 把光 標 移 到 右 邊 的 速 度 ,,VJ=***' 上 按 [選 擇 ]鍵 后 ,可以 直 接 在 畫 面 上 輸 入 要 設 定 的 速 度 , 然 后 按 [回 車 ]鍵 確 認

· 按 [回 車 ]鍵 , 輸 入 程 序 點 ( 即 行 號 0001 )