1、林肯焊機(jī)AC-1200焊接電源主回路

1.1、結(jié)構(gòu)特點(diǎn)
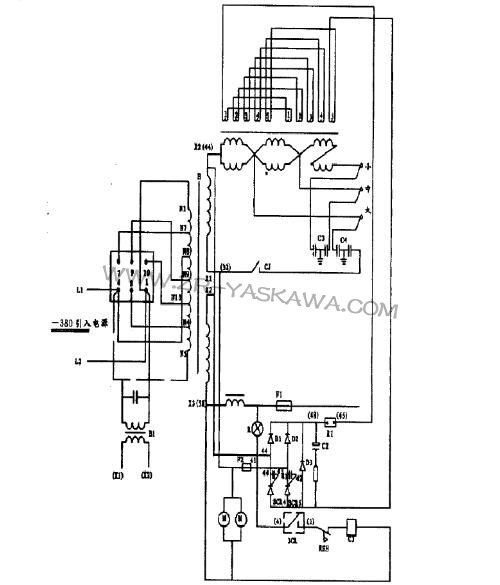
AC-1200林肯焊機(jī)主電路如圖1所示。采用串聯(lián)磁飽和電抗器式分體弧焊變壓器結(jié)構(gòu)。弧焊變壓器初級繞組有六個(gè)抽頭,通常情況下,焊機(jī)由單相交流380V從H1、H4供電,其它抽頭用于多絲焊的斯科特接法(Scott Connection)。磁飽和電抗器的控制繞組由十只繞圈元件組成,分為兩組,分別對稱地安裝在鐵芯兩側(cè)芯柱上,線圈采用串聯(lián)疊形聯(lián)接。從而使控制繞組中的交流感應(yīng)電勢方向相反,互相抵消,不影響控制回路的工作。磁飽和電抗器中的交流繞組由六只繞圈元件分成三組組成,安裝在鐵芯中間芯柱上,每組有一個(gè)輸出抽頭,分大、中、小三檔,用戶可根據(jù)實(shí)際情況在250~1500A范圍內(nèi)選擇,通過改變交流線圈漏抗,從而實(shí)現(xiàn)規(guī)范調(diào)節(jié)。
1.2、電流調(diào)節(jié)
根據(jù)磁飽和電抗器的工作原理,即通過改變交流繞組中感抗值大小,
實(shí)現(xiàn)對焊接電流的調(diào)節(jié)。這種結(jié)構(gòu)由于調(diào)節(jié)時(shí)沒有振動,輸出電流穩(wěn)定,易于控制,容易實(shí)現(xiàn)遠(yuǎn)距離電流調(diào)節(jié)。更重要的是,可實(shí)現(xiàn)均勻的、大范圍的電流調(diào)節(jié)。
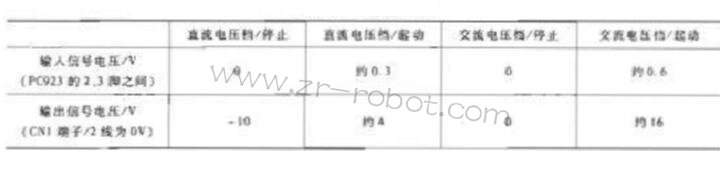
如圖2所示,磁飽和電抗器控制繞組由具有續(xù)流二極管的單相橋式半控電路供電。取自分流器FL上的電流信號,反饋到觸發(fā)板L5648,形成電流負(fù)反饋,自動調(diào)節(jié)控制電壓U,保持了輸出電流的恒定。晶閘管觸發(fā)回路按控制電壓U值的大小,由集成塊1558/BCBJC(脈沖列調(diào)制放大器)形成頻率與其成比例的脈沖,經(jīng)場效應(yīng)管功率放大后送入一只脈沖變壓器,加入同步信號后控制半控橋的兩只晶閘管。觸發(fā)脈沖對稱性好,抗干擾能力強(qiáng)。通過調(diào)節(jié)給定電位器(近控、遠(yuǎn)控),即改變觸發(fā)回路控制電壓,改變晶閘管導(dǎo)通角,實(shí)現(xiàn)整流輸出電壓的調(diào)節(jié)。
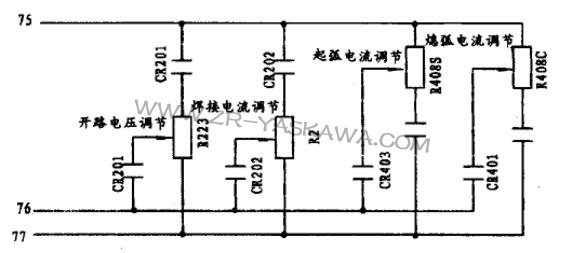
NA4操作箱面板上給定電位器R408S、R2、R408C可在固態(tài)繼電器CR401S、CR202、CR401C依次吸合時(shí),對起弧電流、焊接電流、熄弧電流進(jìn)行調(diào)整。給定電位器R223在固態(tài)繼電器CR201吸合時(shí),調(diào)整焊機(jī)電源輸出電壓(此時(shí)沒有輸出電流)。
2、送絲回路
2.1、結(jié)構(gòu)特點(diǎn)
送絲電機(jī)激磁繞組由兩只反并聯(lián)的可關(guān)斷晶閘管組成單相半波整流電路供電,采用單結(jié)晶體管(QU103)觸發(fā)回路,不移相。由邏輯高低電平(587*線)控制開關(guān)管Q106、Q107的導(dǎo)通、截止,分別向脈沖變壓器PT104、PT105放電,形成觸發(fā)脈沖,導(dǎo)通晶閘管,從而實(shí)現(xiàn)電機(jī)換向,焊機(jī)送電后向上激磁常加,這種結(jié)構(gòu)實(shí)現(xiàn)了電機(jī)換向的無觸點(diǎn)控制。電樞繞組由單相半控橋式電路供電(帶續(xù)流管),采用可編程單結(jié)晶體管(PUT)移相觸發(fā)回路輸出脈沖控制晶閘管導(dǎo)通角進(jìn)行電樞電壓調(diào)節(jié)。PUT的峰點(diǎn)電壓不由管內(nèi)體電阻決定,而由外加電壓決定,當(dāng)陽極電壓大于控制極電壓時(shí),管子導(dǎo)通,反之,關(guān)閉。根據(jù)PUT的特點(diǎn),通過對PUT陽極電壓的調(diào)節(jié),改變觸發(fā)回路充電時(shí)間常數(shù),實(shí)現(xiàn)電機(jī)調(diào)速。
2.2、送絲調(diào)節(jié)
NA4操作箱面板上給定電位器R210、R3、R4095、R409C可預(yù)置和調(diào)節(jié)焊機(jī)在空載、起弧、焊接、熄弧狀態(tài)時(shí)的送絲速度,電壓板上的CV、VW(恒壓、變壓)電源特性開關(guān),可選擇焊機(jī)的送絲方式。
A:VV特性
變速送絲控制如圖3所示,它是利用電弧電壓作為反饋量來調(diào)節(jié)焊機(jī)的送絲速度,當(dāng)電弧電壓增大時(shí)加快送絲速度,使弧長得以恢復(fù)。電弧電壓經(jīng)過整流、直流變換、電壓比較電路處理后,送入可編程單結(jié)晶體管陽極,對送絲電機(jī)進(jìn)行調(diào)速。
注:反饋?zhàn)饔糜谄鸹 ⒑附印⑾ɑ顟B(tài)。
例如:焊接時(shí)弧壓U山上升,整流輸出電壓U:上升,單結(jié)晶體管觸發(fā)回路振蕩頻率f加快,調(diào)整管Q302輸出脈沖占空比增加,串聯(lián)開關(guān)式穩(wěn)壓電路直流電壓Ua升高。比較電路D107、D208之間壓差減小,Uc(-)電壓上升,PUT觸發(fā)回路中電容C107充電加快,觸發(fā)脈沖前移,晶閘管導(dǎo)通角加大,導(dǎo)致送絲電機(jī)加速。
B:CV特性
開關(guān)置于CV特性時(shí),電弧電壓不反饋到送絲回路,只作為焊機(jī)的邏輯控制信號。焊機(jī)處于等速送絲控制狀態(tài),適用于電極中電流密度大,電弧自身調(diào)節(jié)作用強(qiáng)的細(xì)絲埋弧焊。
3、邏輯控制回路
比起線路復(fù)雜、故障率高、觸點(diǎn)多的繼電器控制回路,由集成塊S15018-1、光耦器件、開關(guān)三極管等元件組成的AC-1200林肯焊機(jī)邏輯回路具有集成度高、線路簡單、實(shí)現(xiàn)功能多、調(diào)節(jié)方便等優(yōu)點(diǎn)。外部指令、電壓、電流檢測反饋,狀態(tài)轉(zhuǎn)換都使用邏輯高、低電平信號,使回路功耗低,工作安全可靠。下面根據(jù)在生產(chǎn)使用中焊機(jī)出現(xiàn)的一些故障,對邏輯控制電路進(jìn)行詳細(xì)分析。
3.1、邏輯控制分析
(1)空載送絲
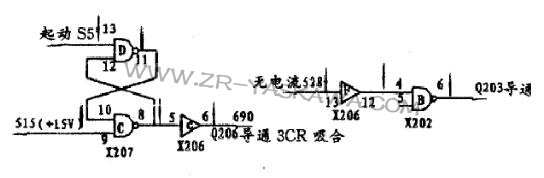
焊機(jī)起動后,主接觸器CJ吸合,焊機(jī)實(shí)現(xiàn)在空載下送絲,如圖4所示。

按起動按鈕
S5→X207(D)13↓→X207(D)11↑→X207(C)8↓→X206(C)6↑(690#)固態(tài)繼電器3CR吸合,焊機(jī)遠(yuǎn)控起動。因此時(shí)無焊接電流,
528↑→X206(F)13↑→X206(F)12↓→X202(B)4↓→X202(B)6↑→Q203導(dǎo)通
→CR201吸合,焊機(jī)進(jìn)入空載給定規(guī)范下運(yùn)行,可調(diào)節(jié)空載電壓、空載送絲速度。
主接觸器吸合,有空載電壓輸出,弧壓反饋
637↓→X206(a)2↑→X204(D)12↑;由于停弧S6↑→X207(B)6↓-X202(C)8↑→X205(C)6↓(584C#)→X206(b)4↑→X204(D)13↑;X204(D)12↑、X204(D)13↑→X204(D)11↓→X204(C)8↑、X207(C)10↑→X203(B)6↓→X203(C)8↑(587*)激磁向下。584C↓→X206(b)4↑、X207(D)11↑-X204(A)3↓(693)→X203(D)11↑(586)-Q103導(dǎo)通一Q104截止PUT陽極位去消,送絲實(shí)現(xiàn)。電機(jī)送絲控制見圖5。由于此時(shí)無電流528↑→Q301導(dǎo)通,穩(wěn)壓二極管DZ301將弧壓反饋位在5.1V,電機(jī)在給定下勻速送絲。焊機(jī)起動后,送絲方向決定于弧壓信號電平的高低,637↑時(shí)向上去637↓時(shí)向下。
點(diǎn)動向下時(shí),焊機(jī)專門有一臺變壓器T301為線路輸出弧壓。
(2)起弧
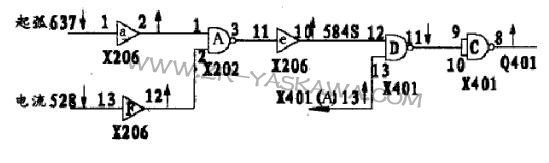
當(dāng)焊絲碰到工件,瞬間短路,光耦0CT301斷開637↑,此時(shí)焊機(jī)在短路大電流下微抽起弧,由于焊絲很快熔化形成電弧637↓,由于有起弧電流產(chǎn)生528↓-Q203截止,焊機(jī)空載狀態(tài)停止。637↓→X206(a)2↑→X202(A)1↑;
528↓→X206(F)12↑→X202(A)2↑;X202(A)1↑、X202(A)2↑→X202(A)3↓→X206(e)10↑(584s)、X401(D)13↑→X401(D)11↓→X401(C)8↑→Q401導(dǎo)通,焊機(jī)進(jìn)入起弧給定規(guī)范下運(yùn)行,見圖6。

(3)焊接
起弧后,584S↑,起弧板上PUT回路阻容充電至QU401(PUT)導(dǎo)通時(shí),583S↑→X201(C)9↑;由于X207(A)3↑→X207(B)4↑、X207(B)5↑→X207(B)6↓→X205(F)12↑→X201(C)10↑;X201(C)9↑、X201(C)10↑一X201(C)8↓→X205(b)4↑→Q208導(dǎo)通,焊機(jī)進(jìn)入焊接給定規(guī)范下運(yùn)行。不用起弧板時(shí),將584s、583s短接,見圖7。
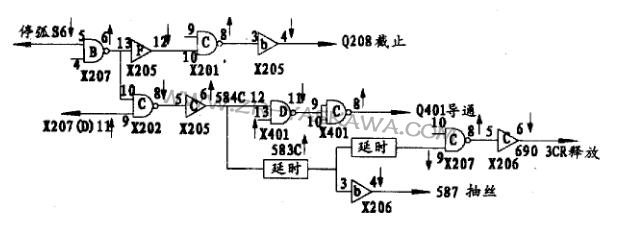
(4)停弧
停弧控制如圖8所示。按停弧按鈕S6后,RS觸發(fā)器X207(A、B)翻轉(zhuǎn),X207(B)5↓→Q208截止,焊機(jī)焊接狀態(tài)停止,由于X207(B)5↓→X207(B)6↑→X202(C)10↑、X202(C)9↓→X202(C)8↓→X205(C)6↑,584C、X401(D)13↑→X401(D)11↓→X401(C)8↑→Q401導(dǎo)通,焊機(jī)進(jìn)入給定熄弧規(guī)范狀態(tài)。經(jīng)PUT(QU401)回路延時(shí)后,583C↑→X206(b)4↓一587↓焊絲反抽。
583C↑→QU201(PUT)陽極得電,經(jīng)延時(shí)后,X207(C)9↓→X207(C)8↑→X206(C)61→3CR釋放,AC-1200焊機(jī)斷電。不用熄弧板時(shí),將583C、584C短接。
3.2、故障分析
(1)按S5后,焊機(jī)不起動。
①測量690↑線電平,當(dāng)690↓時(shí),開關(guān)管Q206或固態(tài)繼電器3CR損壞。當(dāng)6901時(shí),如515(+15V)電平正常,則數(shù)字集成電路損壞。
②測量586↑線電平,當(dāng)586↓時(shí),QU101(PUT)回路故障。當(dāng)586,時(shí),(QU101陽極位低電平,不送絲)數(shù)字集成電路損壞。
③檢查F101激磁緩熔保險(xiǎn)是否熔斷。
(2)起動后,焊絲反抽。
①檢查焊接大線或焊絲是否接地,有無空載電壓。
②在NA4操作箱內(nèi)測量67”、21*線有無電壓,無電壓斷線。
③測量637*線電平,當(dāng)637↑時(shí),單結(jié)晶體管QU301、調(diào)整管Q302、光耦0CI301可能損壞。當(dāng)637↓時(shí),數(shù)字集成電路故障。
④焊絲不熔化,不起弧,沒有弧壓反饋。
(3)起弧后,焊機(jī)不轉(zhuǎn)換。
①測量528*線電平,當(dāng)528↑時(shí)可能518*、517*線斷,或電流互感器線圈燒壞。當(dāng)528↓、637↓時(shí),數(shù)字集成電路塊壞。否則,開關(guān)管Q208或固態(tài)繼電器CR202壞。
②電流互感器二次側(cè)整流燒壞,不可能使開關(guān)管Q501導(dǎo)通。
③起弧一焊接規(guī)范不匹配。