氬弧焊機
1、基本分類
氬弧焊機按照電極的不同分為熔化極氬弧焊機和非熔化極氬弧焊機兩種。
2、非熔化極氬弧焊
非熔化極氬弧焊是電弧在非熔化極(通常是鎢極)和工件之間燃燒,在焊接電弧周圍流過一種不和金屬起化學反應的惰性氣體(常用氬氣),形成一個保護氣罩,使鎢極端頭,電弧和熔池及已處于高溫的金屬不與空氣接觸,能防止氧化和吸收有害氣體。從而形成致密的焊接接頭,其力學性能非常好。
3、熔化極氬弧焊
(1)焊絲通過絲輪送進,導電嘴導電,在母材與焊絲之間產生電弧,使焊絲和母材熔化,并用惰性氣體氬氣保護電弧和熔融金屬來進行焊接的。
(2)它和鎢極氬弧焊的區別:一個是焊絲作電極,并被不斷熔化填入熔池,冷凝后形成焊縫;另一個是采用保護氣體,隨著熔化極氬弧焊的技術應用,保護氣體已由單一的氬氣發展出多種混合氣體的廣泛應用,如Ar 80%+CO220%的富氬保護氣。
(3)通常前者稱為MIG,后者稱為MAG。從其操作方式看,目前應用最廣的是半自動熔化極氬弧焊和富氬混合氣保護焊,其次是自動熔化極氬弧焊。

氬弧焊機不起弧原因有多種,常見的故障及檢測維修方法如下:
高頻不起弧。故障現象:氬弧焊時,無高頻放電,能劃擦起弧。說明有空載電壓,氬弧焊槍沒問題,此時有可能是PCB1,PCB6板的問題。無高頻放電,可能是PCB6上的電容損壞,更換PCB6板就可以正常。
氬弧焊機焊接時不起弧。故障現象:氬弧焊時,有高頻放電,沒有氬氣輸出不起弧,有空載電壓。有高頻,空載電壓,證明氬弧焊槍沒問題,沒有氬氣保護,氬弧焊肯定不起弧,此時有可能氣閥損壞或PCB1板沒給氣閥供電。
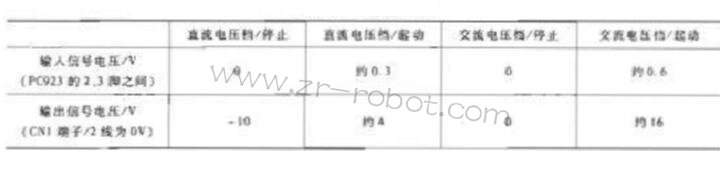
氬弧焊機焊維修處理辦法:用萬用表檢測接線排(XSI),1,2腳與PCB1 CNI06上的6腳,摟槍AC36V,說明電磁閥損壞,更換電磁閥解決,若摟槍無電壓,需更換PCB1板。
氬弧不起弧。故障現象:手工焊正常,氬弧焊時,無空載電壓輸出。手工焊正常,說明主電路正常。氬弧無空載電壓輸出有以下可能:焊槍不通。用萬用表通斷檔測量焊槍插頭的1,2腳,摟槍如不通,修焊槍開關或更換焊槍即可正常。若PCB5繼電器不動作,更換PCB5板即可。若檢測PCB5正常,可能是PCB1板控制電路故障,需更換PCB1板就可正常使用。
氬弧焊機是使用氬弧焊的機器,采用高壓擊穿的起弧方式。氬弧焊即鎢極惰性氣體保護弧焊,指用工業鎢或活性鎢作不熔化電極,惰性氣體(氬氣)作保護的焊接方法,簡稱TIG。

氬弧焊機焊接時高頻火花不起弧是什么原因?
首先要確定有沒有高壓打火的聲音,沒有的話檢查接觸開關和線的接觸是否良好,再查高壓電路,看一下高壓電容容量,還有就是高頻電感也有很大關系,修了好多氬弧焊機都是這種情況,就無錫焊機這種情況最多。
有高頻的話就換個氣電一體接頭或者是快速接頭。
試試把放電咀調遠一點,鎢極離焊件0.5CM焊接開關打開時有沒有高頻引弧的電子束,如沒有就是引弧電路有故障。
開關線可能有斷的地方,可以拔掉開關,用平口螺絲刀連一下,看行不行,還有就是聽一下有沒有電磁閥吸合聲。
焊槍的電纜要斷還沒完全斷,高頻通路是高電壓小電流的,但焊接電流是比較大的電流和比高頻起弧電壓要低得多的焊接電壓,當焊槍的電纜有問題時,焊接起弧電壓太低,所以起不了弧。
氬弧焊機焊接時高頻火花不起弧維修,找廣州子銳機器人技術有限公司,本公司專業維修氬弧焊機、二氧化碳氣體保護焊機、埋弧焊機等離子焊機等一系列焊機設備的維修。
承接進口焊機維修:福尼斯焊機維修、維修林肯焊機、米勒焊機、安川機器人焊機設備、松下焊機維修、克魯斯焊機維修、OTC焊機維修等。