松下KR系列YD-350KR2焊機由于生產效率高、性能穩定等優點占據了電焊機的大部分。令焊機大多都處在比較差的環境下工作,如潮濕、灰塵、室外、頻察移動等。電焊機在使用過程中出現一些故障是在所難免的。產生故障的原因也是多種多樣的,從維修的角度看不外乎以下三種:內部原因;外部原因;人為原因。
具體來說造成松下焊機故障的內部原因主要是:控制線路板上的元器件損壞;可控硅模塊損壞;接觸器或控制變壓器損壞;主變、電抗器等損壞;電流互感器損壞;輸入組件損壞;焊槍連線損壞。
造成電焊機故障的外部原因主要有:外電波動較大,波動范圍超過焊機正常工作電壓380V±10%以上;送絲電纜線損壞;輸入輸出端子外部接線不實;CO2氣體不純;環境條件惡劣(露天無防護措施使用,在粉塵、油煙較大或有腐蝕性氣體場所使用);其他金屬異物進入機內。
造成電焊機故障的人為原因是:運輸中損壞(特別是流動作業的);使用、保養不當(如操作者或其他人用手拽電纜的方式移動送絲機,導電嘴沒擰緊等)。
松下焊機維修中控制線路板上的電位器調亂,或將保險插錯。
我們首先應根據電焊機的故障現象判斷故障的起因是在焊機的內部還是外部,然后通過觀察,向操作者了解和親自動手檢查,迅速準確地找到故障點。下面松下YD-350KR2焊機常見故障維修簡單分析一下。
1控制線路板電源部分二極管D1-D5燒損故障
1.松下KR系列YD-350KR2焊機故障原因
引起控制線路板上二極管D1-D5燒損的原因主要有兩方面:一是由于將8A或1A保險插錯位置造成;二是當1A保險被換成大容量保險,而控制電纜發生短路所造成。
(1)保險管插錯位置
此問題發生在送絲電機用保險FU2(8A)或FU3(1A)燒損時。當操作者更換8A或1A保險時,誤將保險管插于FU2與FU3兩保險座之間,或操作者在焊機電源打開的情況下更換保險,不值接觸到兩保險座之間造成短路,都會導致二極管D1-D5燒損。這是因為兩保險座短路使得+24V電源(FU3的1端)直接對地(FU2的2端)短路,從而造成電源回路中電流激增,導致整流二極管D1-D5燒損,造成焊機無電停機故障。實際損壞哪個二極管則不確定,過去曾發生過D5燒損或D1、D3、D5燒損,在停電的情況下,可以用萬用表Q檔Rx100或R×1K檔測量二極管正反向阻值判斷其好與否,并更換新品。這是設計上的缺陷,操作者更換保險時務必注意,要規范操作,切不可盲目馬虎從事。
(2)控制電纜短路
當6芯控制電纜中47號線(+24V氣閥電源)與15號線(地)發生短路時,正常情況下會使氣閥保險FU3(1A)熔斷,從而對電路起到保護作用。但有些操作者不注意保險的規格,誤將FU31A換成8A或10A保險,這樣在發生短路時保險起不到作用,造成故障擴大致使二極管D1-
D5燒壞。
2.處理方法
(1)當二極管D1-D5燒損時,應首先檢查焊機的使用狀況,分析損壞原因,修復后應向操作者說明損壞的原因,指導其正確操作及更換熔絲。
(2)由于誤更換8A保險管造成二極管燒損的,同時要分析一下引起8A保險燒損的原因。正常工作時,送絲電機工作電流只要2-3A,如果8A保險燒損,首先要觀察熔斷的現急,如果熔管發黑管內熔絲有大量飛濺說明是短路造成的,如果玻璃管內沒有發黑,熔絲融化斷開的說明是過載造成的。其原因是送絲電機負戴過重造成,此時應對送絲回路、送絲電機、特別送絲電機軸承進行檢查。及時清理送絲管或更換部件,保持送絲通暢。
(3)對于1A保險經常損壞的情況,應檢查電纜是否有短路的地方,因為控制電纜是隨焊接小車來回經常移動容易拉斷和損壞造成線間短路,要求操作者要愛護設備精心使用,不可野蠻操作。更換保險絲時不可隨意更換與原規格不符的保險。
2控制線路板上T.S和L.P.B電路中電阻R245燒損故障
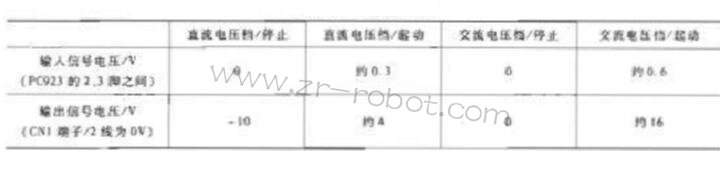
電阻R245是電源雙比較器的限流電阻,由于它的開路致使焊把開關失效,按下開關送絲無動作。排除故障前首先觀察焊機內的交流接觸器是否有吸合的聲音。如果無,在排除手動開關無故障的情況下那么基本上可以確定R245壞;如果有,該電阻外觀沒有發熱現象更換新品即可,否則連同IC12-起更換。
1.故障原因
造成R245燒損的原因一是由于控制電纜破損或短路致使外部高電壓信號(如焊機空裁電壓等)經控制電纜61號線進入了控制線路板,二是靜電沖擊。
2.松下焊機維修處理方法
發現此故障,首先要對焊機控制電纜和送絲機進行檢查。如檢查到控制電纜有破損,應及時將破損處用絕緣膠布包好,對于破損嚴重的需要更換控制電纜。另外要注意檢查送絲機上焊槍開關插座處的控制電纜是否與焊機輸出電纜短路。
3外部故障
1.焊接成型不好飛濺大
有兩種情況:其一、既然是氣體保護焊首先考慮氣體的純度,由于氣體的不純保護不好而造成,根據經驗一般在二氧化碳氣體中加入10%
氬氣保護效果較好。其二、焊槍的氣體保護套,由于使用不當經常磕碰變形也會造成氣體保護不好造成上述故障,要加強操作者的規范操作。
2.焊接電流不穩定
在排除電氣故障之外,應檢查送絲機械傳動部分,由于長時間的使用不及時更換送絲輪和壓絲輪,使送絲輪或壓絲輪磨損嚴重,造成送絲不穩定,繼而使電流忽大忽小。更換送絲輪或壓絲輪即可恢復正常工作。
3.不送絲
故障現象:按下焊槍開關不出絲,按下遙控器退絲開關送絲電機用瞬間有反映說明電器控制正常。
松下焊機維修處理方法:剪斷與焊絲盤連接的焊絲,用力抽拉焊絲不動說明焊絲卡住,繼續檢查發現導絲嘴將焊絲卡死。由于使用時間較長檢修不及時,導絲嘴被氧化皮堵塞,將焊絲嘴拆下強行拉出焊絲,輕輕敲擊導絲嘴并用細焊絲投通,將氧化物清理干凈重新裝上試車送絲正常故障排
4.焊接電流時有時無
焊接電流極其不穩定,時而斷弧稍后又可焊接不一會又斷弧。根據現像本照先外后內、先簡后繁的原則進行檢查,根據現像判斷可能線路有接觸不良,焊槍應該沒有問題因為停一會可以工作正常焊接一會再次出現故障,說明給溫度有關,用手摸焊接電纜感到很熱,越接近焊機方向越熱,可能是焊機的外部接線端子與焊接電纜接觸不好,經檢查接線端子松動接觸不良,有明顯的發熱打火跡象接線端子已嚴重變色,由于熱脹冷縮的關系時而接觸時而斷開造成焊接電流時有時無的現象。
處理方法:將接線端子拆下,用銼刀修平燒損痕跡,重新接好焊把線,送電試車一切正常,焊接電流穩定,故障排除。
松下KR系列YD-350KR2焊機故障,如不能自行解決的,可以咨詢廣州子銳機器人技術有限公司幫你維修處理,廣州子銳機器人專業維修松下焊機,福尼斯焊機,林肯焊機,肯倍焊機,米勒焊機和克魯斯等焊機,以及ABB機器人,安川機器人維修,庫卡,發那科等工業機器人。